硬质合金钻头好用耐磨钻尖形式有哪些?
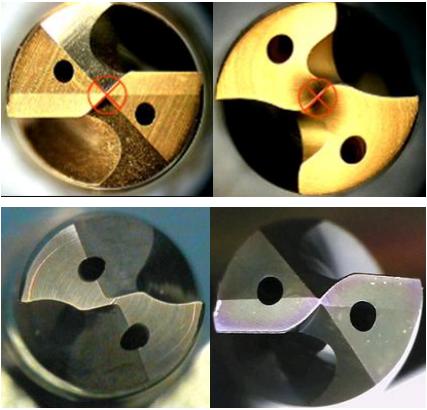
图一:十字钻尖(X型钻头),断屑较好,适合深孔钻削;自定心较好,轴向受力小,它的横刃与主切削刃形成过渡角又有断削作用。
图二:S型钻尖,切削刃长,切削力小,横刃短,定心好,强度稍低;适合加工薄板(参考肯那SE钻尖)。
图三:圆锥后角,刃口锋利(参考钴领钻尖)。
图四:基于第一种的改良,排屑效果好于第一种,骨龄用的较多。
十字钻尖(与钻尖的第三后角有关,钻头的铁屑都是在这个地方发生变形,然后被挤断,而十字钻尖型钻头这个位置对断屑非常有利,可对比S型钻尖光滑的后刀面)
硬质合金钻头钻尖形式有多种,以上是常用的几种钻尖形式,都具有其各自的特点,适合加工不同工况,根据不同加工材料选择适用的硬质合金钻头,结合不同要槽形及钻尖设计,以达到更耐磨、 高效的加工方式。SS生产S型刃钻尖硬质合金麻花钻头并提供钨钢合金钻头返修复研磨。
硬质合金麻花钻中S刃钻尖的特点:

硬质合金钻头S型刃钻尖,从钻尖的端面投影看,其横刃为S形。从正面投影中可以看到钻尖中部略鼓,呈抛物线冠状。采用在横刃两端开切削槽的方法来减小横刃长度,减轻挤压,从而减小轴向力和扭矩,并解决钻尖的负前角切削和直线接触方式定心性能差的问题。依照抛物线冠状和横刃形状,可以将S刃钻尖分为三种类型,即高冠S刃、低冠S刃和低冠小S刃。
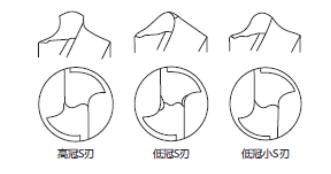
硬质合金钻头高冠S刃钻尖:
硬质合金钻头中S刃钻尖切削部分(L。)较长,S刃冠状曲率较大。
特点:由于切削部分较长(L。),基本消除了负前角,甚至可实现正前角切削,所以不必另加横刃切削槽。修磨效率高,适于修磨厚钻芯刀具。但钻尖尖端部分相对薄弱,强度较差,不适合高速加工高硬度工件。钻尖材质需采用具有较好韧性的材料(如高速钢类),适合加工薄板。
硬质合金钻头低冠S刃钻尖:
钻尖切削部分(L。)较短,S刃冠状曲率较小。从端面投影方向可看出横刃为大S形,中间局部可为一小段直线,横刃部分有两个小槽,可减小钻尖部分的负前角。
特点:因切削部分(L。)相对较短,钻尖尖端及主切削刃强度较好;由于钻尖S刃冠状曲率小,因此自定心性及稳定性均优于高冠S刃钻尖。开横刃前角后,钻削性能明显改善,既保留了高冠S刃钻尖的优点,又提高了钻尖尖端的强度。适用于加工较硬材料的工件(如钢件、铸铁件等)。钻头材质可采用高速工具钢、硬质合金或其它高硬度材料。此类钻头的修磨较复杂,要求较高。
硬质合金钻头低冠小S刃钻尖:
此类钻尖形状与高冠S刃钻尖相似,其横刃也为小S形,钻尖顶角(2θ)较上述两类钻尖更大,主切削刃短((L。相对较短),冠状曲率较小。
特点:因主切削刃较短,因此加工中的扭矩较小;由于主切削刃强度高、冠状曲率小,因此自定心性和稳定性均比高冠S刃钻尖好。另外,小S刃钻尖无负前角产生,因此不需在横刃处加槽,既控制了轴向力,又减小了扭矩,可极大地改善切削性能。适于修磨高硬度材料(如硬质合金类)小螺旋角钻头。

硕朔使用数控工具磨床进行硬质合金麻花钻头S型刃钻头返修复研磨,有效保证修磨精度要求。
SS硕朔生产、定制各类钨钢产品,钨钢钻头、内冷台阶钻头、硬质合金产品等,提提供相关刀具返修研磨服务(修磨)精度高、交期及时。
