
钻床加工用背面孔划平反锪刀具
背面孔划平反锪刀具可快换更换刀头,拆卸方便;将各螺栓通孔钻好之后,调整钻床主轴位置,使得刀杆通过螺栓孔,且刀杆端面与零件下端面齐平,再将刀具的端面切削刃向上,放在一螺栓孔的下方,转动刀具,使刀具的中间的杆孔与刀杆的削边对齐,刀杆向下移动,穿过刀具后,再逆时针旋转刀具,刀杆即与刀头很好的卡紧;
钻床启动后向上提起主轴,即可进行反刮沉孔工艺加工,沉头孔加工好后,停下钻床,反向转动刀具,提起钻床主轴,卸下刀具,依次反复操作。
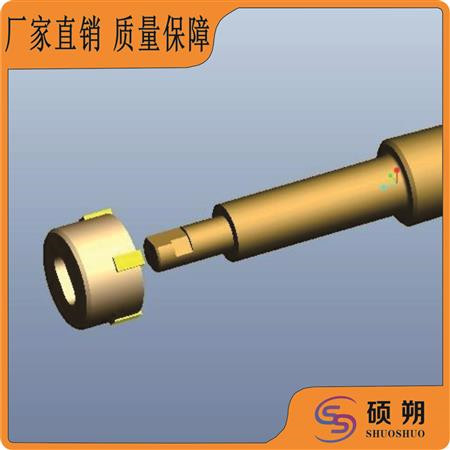
反刮平锪钻由刀杆和刀头两部分组成,结构简单;刀具装夹简易快速,安全可靠。
在加工过程中多刃参与切削,切削平稳、刀具磨损小;可以适当提高切削参数,提高生产效率。
钻床专用反刮平锪刀杆的刀体刚性好,由于刀杆上设有与零件上内孔相配合的定位外圆,当刀具受力较大时,刀杆有较强的支承,以免刀杆弯曲变形,影响沉孔端面质量。
钻床加工用背面孔划平反锪刀具
背面孔划平反锪刀具可快换更换刀头,拆卸方便;将各螺栓通孔钻好之后,调整钻床主轴位置,使得刀杆通过螺栓孔,且刀杆端面与零件下端面齐平,再将刀具的端面切削刃向上,放在一螺栓孔的下方,转动刀具,使刀具的中间的杆孔与刀杆的削边对齐,刀杆向下移动,穿过刀具后,再逆时针旋转刀具,刀杆即与刀头很好的卡紧;
钻床启动后向上提起主轴,即可进行反刮沉孔工艺加工,沉头孔加工好后,停下钻床,反向转动刀具,提起钻床主轴,卸下刀具,依次反复操作。
反刮平锪钻由刀杆和刀头两部分组成,结构简单;刀具装夹简易快速,安全可靠。
在加工过程中多刃参与切削,切削平稳、刀具磨损小;可以适当提高切削参数,提高生产效率。
钻床专用反刮平锪刀杆的刀体刚性好,由于刀杆上设有与零件上内孔相配合的定位外圆,当刀具受力较大时,刀杆有较强的支承,以免刀杆弯曲变形,影响沉孔端面质量。